English
English Español
Español Français
Français





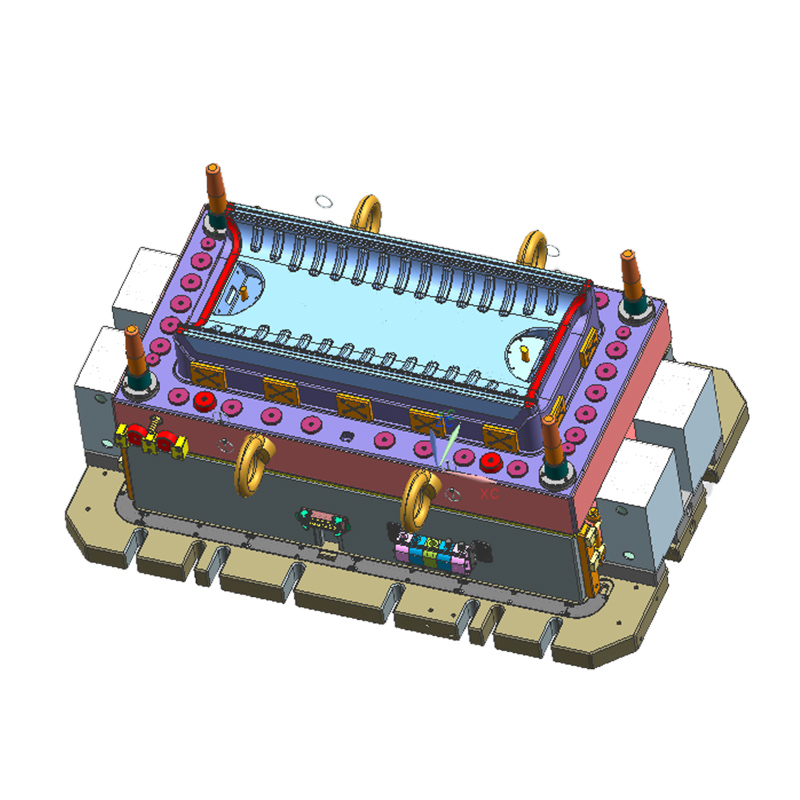
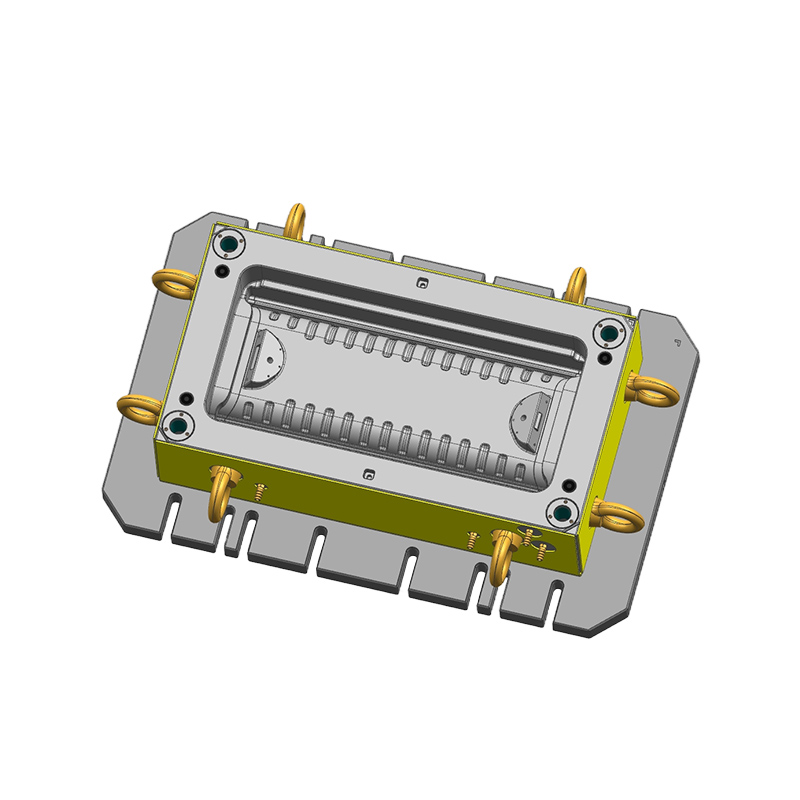
| Nome stampo: | Stampo per pressa a conchiglia SMC |
| Materiale del prodotto: | SMC |
| Acciaio per stampi per cavità: | 1.2344 |
| Acciaio per stampi per anima: | 1.2311 |
| Acciaio per base stampo: | XC48 |
| Superficie: | Chorme |
| Opzione di riscaldamento: | riscaldamento ad olio diatermico |
| Norma della muffa per le componenti: | HASCO |
| Dimensione stimata della muffa: | 1950x1175x900 mm |
| Peso della muffa: | 4360 kg |
| Dimensione della macchina della pressa: | 850T |
| Tempo finito stampo: | 45 giorni |
| Pacchetto: | Olio antiruggine, film plastico e. Forte scatola di legno o pallet. |
| Posizione: | Taizhou, Cina |
| Tipo di affari: | Produttore |
| MOQ: | 1 set |
| Condizioni commerciali: | IMBROGLIARE &. cif |
| Termini di pagamento: | TT &. L/C. Pagamento anticipato del 30% prima della progettazione, pagamento del 30% dopo il campione T1, 40% rimanente prima della spedizione dello stampo. |
1. Temperatura di stampaggio
La temperatura di stampaggio di SMC dipende principalmente dal tipo di resina e dall'agente indurente. Per rendere la superficie interna del prodotto SMC liscia e ordinata, è necessario che gli stampi superiore e inferiore abbiano una certa differenza di temperatura e che la temperatura dello stampo superiore sia generalmente superiore di 5 ~ 10 ° C rispetto allo stampo inferiore.
2. Pressione di formatura
La dimensione della pressione di stampaggio deve essere determinata in base alla forma del prodotto e alle caratteristiche dell'SMC utilizzato. Maggiore è il grado di ispessimento del composto di stampaggio del foglio, maggiore è la pressione di stampaggio richiesta; minore è la fluidità, minore è l'area di stampaggio e maggiore è la pressione di stampaggio richiesta. 1. Per selezionare una pressione di stampaggio adatta. tempi di pressurizzazione 2.Good. 3. La riduzione della pressione.
3. Tempo di mantenimento della pressione
Il tempo di mantenimento si riferisce al tempo di mantenimento e mantenimento della pressione sotto pressione di stampaggio e temperatura di stampaggio. La sua funzione è quella di polimerizzare completamente il prodotto ed eliminare lo stress interno, principalmente in funzione di due fattori: in primo luogo, il tempo di reazione di polimerizzazione del materiale da stampaggio. Il secondo è il tempo di conduzione del calore instabile, cioè il tempo necessario alla fonte di calore per trasferire calore al centro della cavità attraverso lo stampo, in modo che la temperatura del materiale di stampaggio al centro della cavità raggiunga la sua reazione chimica temperatura. Il tempo di mantenimento deve essere considerato contemporaneamente alla pressione di stampaggio e alla temperatura di stampaggio. In base a vari fattori di influenza, il tempo di imballaggio è generalmente di 0,8 ~ 1,2 minuti per mm di spessore.