English
English Español
Español Français
Français

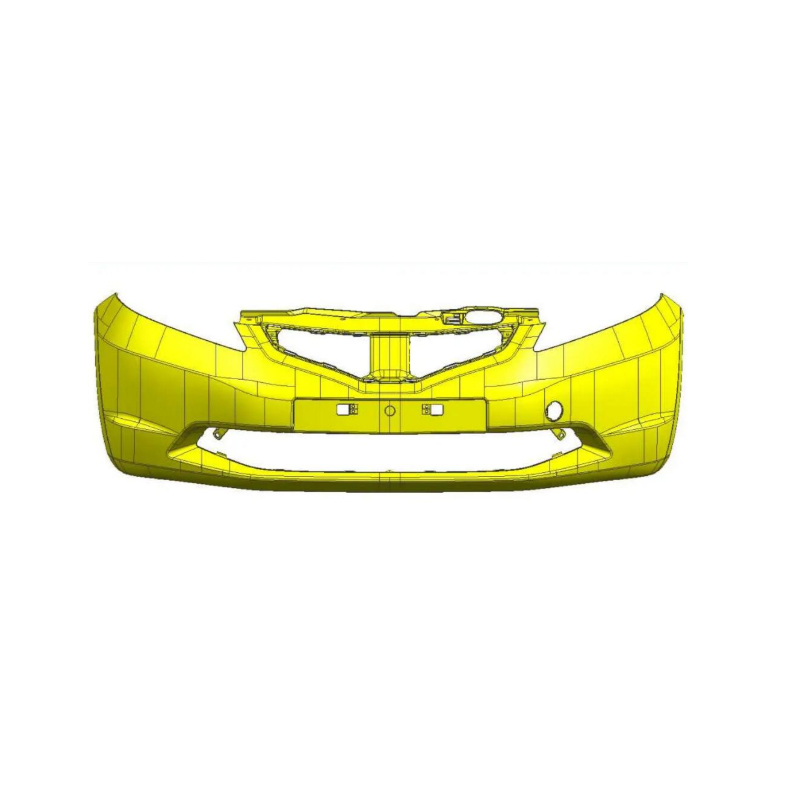
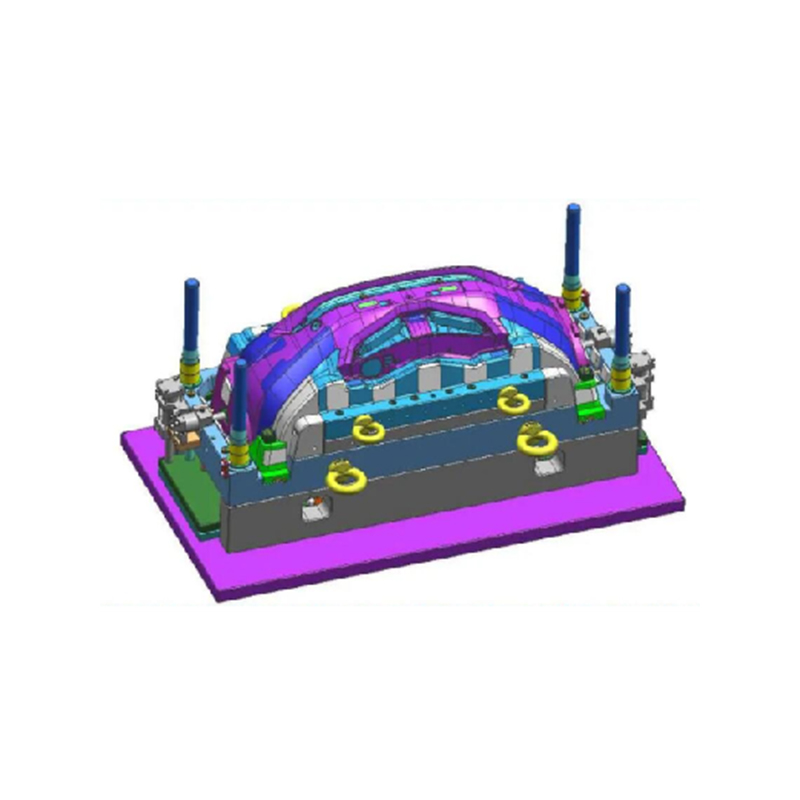

| Nome stampo: | Stampo per paraurti a canale caldo |
| Materiale: | >PP-EPDM< |
| Acciaio per cavità dello stampo: | ASSAB718H |
| Acciaio dell'anima della muffa: | Euro P20 |
| Durezza dell'acciaio: | HRC da 28 a 33 |
| Acciaio per cavità &. Nucleo: | S45c |
| Sistema di iniezione: | Yudo Hot runner, 4 porte di punta |
| Sistema di espulsione: | perno di espulsione |
| Tempo di ciclo: | 70~75 S |
| Durata della muffa: | 1.000.000 di volte |
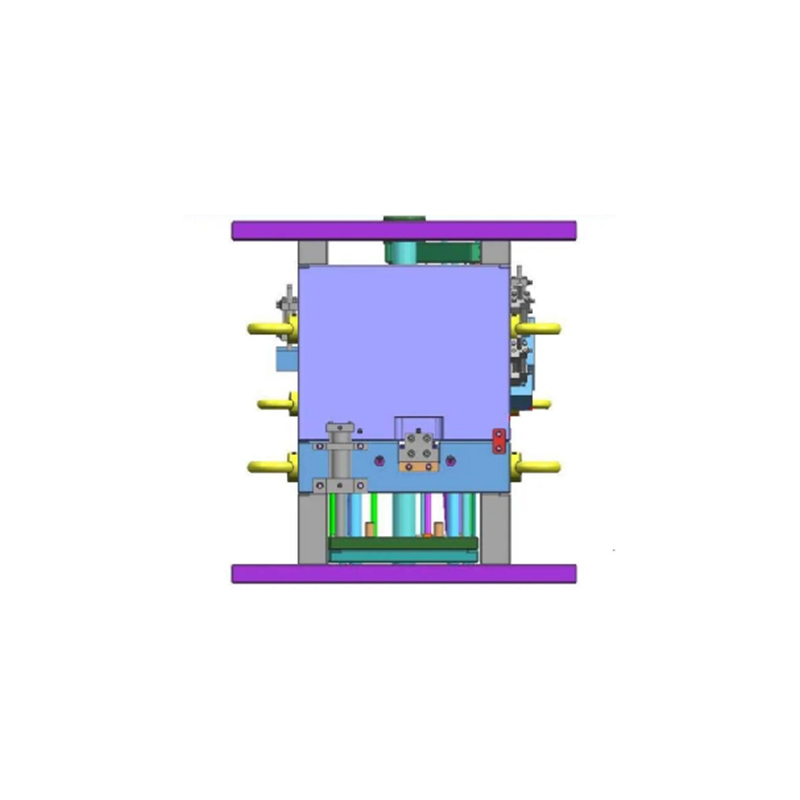
| Dimensione stimata della muffa: | 2500*1250*1400 mm |
| Peso dello stampo: | 17.6T |
| Dimensione della macchina dell'iniezione: | 1800 t |
| Tempo finito stampo: | 110~120 GIORNI |
| Tipo di connettore della linea di raffreddamento: | Innesto rapido DME SERIE NS350, collegato al collettore principale dell'acqua tramite connettore a giunto FST100 MS, eccellente design del sistema di raffreddamento. |
| Pacchetto: | Olio antiruggine, film plastico e. Forte scatola di legno o pallet. |
| Posizione: | Taizhou, Cina |
| Tipo di affari: | Produttore. |
| MOQ: | 1 set. |
| Condizioni commerciali: | IMBROGLIARE &. cif |
| Termini di pagamento:
| TT &. L/C. |
Materiale per paraurti
I materiali di un paraurti hanno solitamente i seguenti requisiti: buona resistenza agli urti e buona resistenza agli agenti atmosferici. Buona adesione della vernice, buona fluidità, buona lavorabilità e basso prezzo. Il materiale PP è una plastica per uso generico con prestazioni eccellenti, ma il PP stesso ha scarse prestazioni a bassa temperatura e resistenza agli urti, non è resistente all'abrasione, invecchia facilmente e ha una scarsa stabilità dimensionale. Pertanto, il PP modificato viene solitamente utilizzato per la produzione di paraurti per automobili. Materiale. Attualmente, i materiali speciali per paraurti automobilistici in polipropilene utilizzano solitamente PP come materiale principale e una certa proporzione di gomma o elastomero, riempitivi inorganici, masterbatch, additivi e altri materiali vengono miscelati e lavorati.

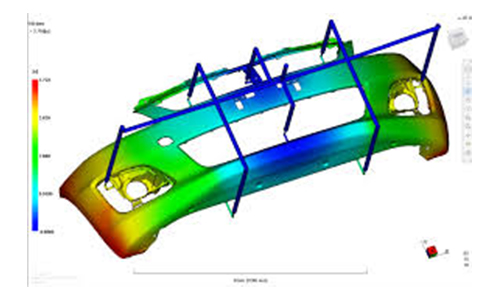
Analisi flusso stampo
L'analisi del flusso include le fasi di riempimento e confezionamento del processo di stampaggio a iniezione.
Tempo di riempimento: profili di velocità e dimensione del colpo (specifico della macchina)
Tempo di congelamento: tempo per congelare il canale, il punto di iniezione e la parte Tempo e pressione di impaccamento: profili della fase di impaccamento (specifici per la macchina) Requisiti di sfiato Posizioni della linea di saldatura Ritiro volumetrico: valori di restringimento per varie geometrie delle parti Velocità di taglio: velocità di taglio generate durante il riempimento e l'impaccamento Pressione a Cambio V/P Pressione di iniezione: velocità di pressione rilevate durante il riempimento e l'imballaggio I rapporti e i risultati possono essere personalizzati in base a richieste specifiche per la risoluzione dei problemi delle parti.